浮选(选矿)风机基础知识与CJ200-1.35型号深度解析
作者:王军(139-7298-9387)
关键词:浮选鼓风机,CJ200-1.35,型号解析,风机配件,风机修理,选矿设备,罗茨风机
摘要
本文旨在系统阐述浮选(选矿)工艺中核心设备―鼓风机的基础知识,并重点针对CJ200-1.35型鼓风机的型号含义、技术参数进行深度解析。文章将详细剖析该型号风机的主要配件构成、功能特点,并在此基础上,结合实际应用经验,系统介绍风机常见故障的诊断、维修保养要点及注意事项,为从事风机技术、选矿设备维护及相关领域的工程技术人员提供一份实用的参考指南。
第一章 浮选(选矿)工艺与风机的作用概述
浮选是现代选矿工业中应用最广泛的分选方法之一,主要用于分离有价值矿物与脉石。其基本原理是利用矿物表面物理化学性质的差异,通过药剂处理,在气-液-固三相界面实现有价矿物的选择性富集。在这一复杂过程中,充气是至关重要的环节,而鼓风机正是承担这一任务的核心动力设备。
浮选工艺对鼓风机的要求主要体现在以下几个方面:
稳定的气源供应:浮选过程需要持续、稳定且可调控的空气流,以确保矿浆中生成适量、大小适中的气泡,这是矿物有效分离的前提。风量的波动会直接导致浮选指标(如精矿品位和回收率)的恶化。
一定的出口压力:鼓风机需要克服浮选槽液位静压、管道阻力以及充气装置(如叶轮定子组、空气扩散器等)的阻力,将空气强制送入矿浆深处。因此,风机必须具备足够的出口压力。
运行可靠性:选矿厂通常连续生产,要求设备能够长时间稳定运行。鼓风机的可靠性直接关系到整个生产流程的连续性和经济效益。
能耗与经济性:鼓风机是选矿厂的能耗大户之一,其运行效率直接影响生产成本。选择高效、节能的风机型号并保持其良好工况具有重要意义。
在浮选领域,常用的鼓风机类型主要包括罗茨鼓风机和离心鼓风机。罗茨鼓风机属于容积式风机,其特点是流量恒定、压力适应范围广,在中小规模浮选厂及需要恒定风量的工况中应用普遍。离心鼓风机则属于速度式风机,在大流量工况下效率较高,但其流量会随压力变化而改变。本文重点解析的CJ200-1.35型号,即属于罗茨鼓风机系列。
第二章 CJ200-1.35型鼓风机型号解析
参照提供的示例“C300-1.14/0.987”的解释规则,我们对“CJ200-1.35”这一型号进行详细解读。
“CJ”:这是风机的系列代号。通常,“C”可能代表鼓风机(Blower)的类别,而“J”则可能具有特定含义,例如可能指代该系列风机的某种结构特征、设计版本或制造商内部的系列标识。与示例中的“C”系列多级离心鼓风机不同,“CJ”系列更常见于指代某一类型的罗茨鼓风机。因此,可以理解为CJ系列是罗茨鼓风机的一个子类。具体的技术特点(如叶轮型线、壳体结构等)需参考制造商的技术文档。
“200”:这表示风机的流量参数。根据示例规则,此数值代表风机在额定进气状态下的容积流量。对于“CJ200-1.35”而言,“200”意味着该风机在标准进气条件(通常指进气压力为1个标准大气压,温度20摄氏度,相对湿度50%)下,其出口容积流量为每分钟200立方米。这是风机选型时最关键的技术参数之一,直接决定了能为浮选系统提供的空气量。
“-1.35”:这表示风机的出口压力。参照示例,“-”后面的数字代表风机出口处的绝对压力或表压。在鼓风机领域,常见有两种表示方式:绝对压力(以绝对真空为起点)或表压(以当地大气压为起点)。示例“-1.14”解释为“出风口压力1.14个大气压”,此处的“大气压”通常指标准大气压(约101.325
kPa),并且这种表述方式多指绝对压力。因此,“-1.35”应理解为风机出口的绝对压力为1.35个标准大气压。
换算为表压:风机通常标注和使用的是表压。表压 =
绝对压力 - 当地大气压。若以标准大气压为基准,则CJ200-1.35的出口表压约为
1.35 - 1 = 0.35 个标准大气压,即约35 kPa。这个压力值代表了风机能够克服系统阻力的能力。
进风口压力:在型号“CJ200-1.35”中,没有像示例那样出现“/”及其后的数字。根据示例规则“如果没有’/’就表示进风口压力是1个大气压”,这意味着CJ200-1.35风机的进气压力被默认为1个标准大气压(绝压)。这是在风机性能标定和选型时普遍采用的标准进气条件。
综合解析结论:
CJ200-1.35型鼓风机是一款属于CJ系列的罗茨鼓风机。它在标准进气条件(1个标准大气压)下,能够提供每分钟200立方米的恒定容积流量,其出口绝对压力为1.35个标准大气压(约合表压35
kPa)。这台风机适用于需要中等风量和中等压力的浮选工况或其他类似工业领域。
第三章 CJ200-1.35型鼓风机主要配件解析
一台完整的罗茨鼓风机机组主要由主机(机头)和辅机系统构成。了解各部件的功能对于日常维护和故障诊断至关重要。
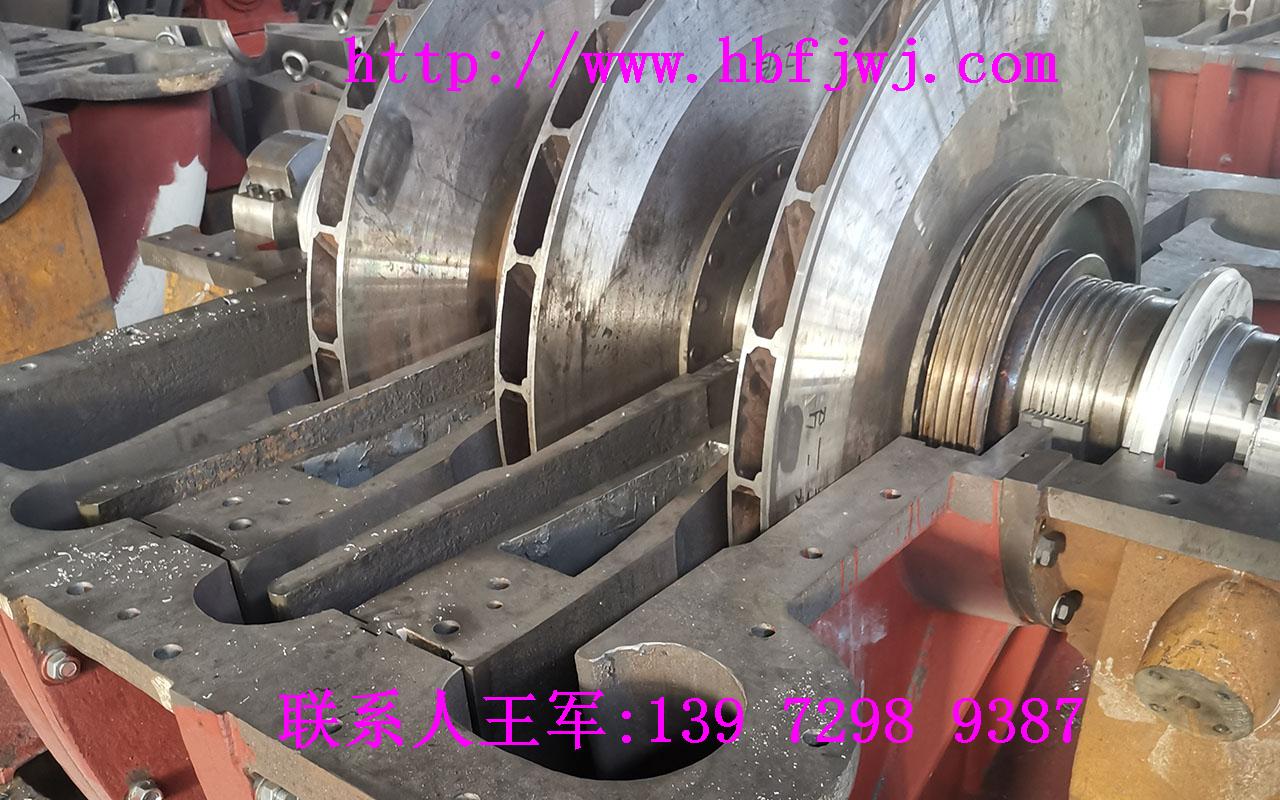
3.1 主机核心部件
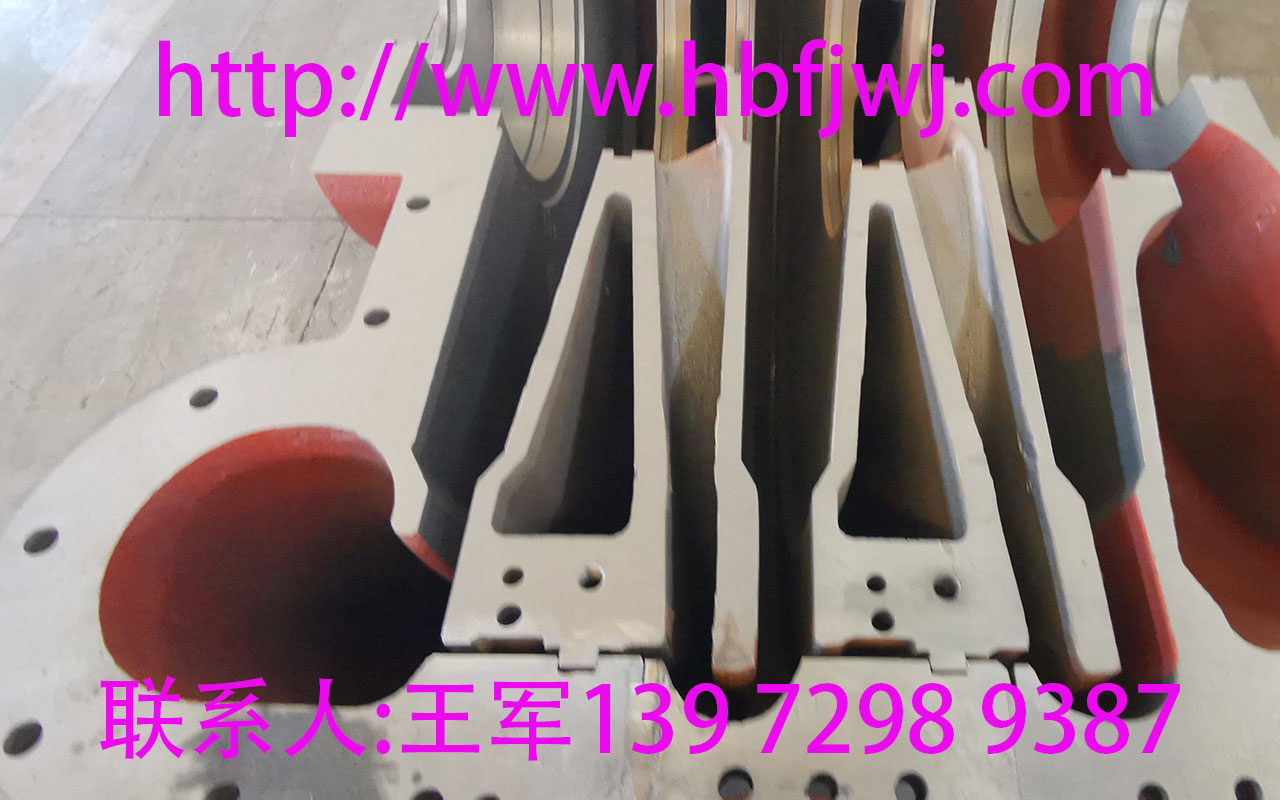
机壳:风机的骨架,通常为铸铁或铸钢件,内部形成工作室,用于容纳两个同步旋转的叶轮。机壳设计需保证足够的刚性和散热性能,其内壁型线与叶轮之间保持极小的间隙,是风机效率的关键。
叶轮(转子):罗茨风机的核心做功部件,通常有两个“8”字形或三叶形的叶轮,通过高精度齿轮保持同步反向旋转。叶轮型线设计直接影响风机的效率、噪音和性能。叶轮材质通常为铸铁、铸钢或不锈钢,要求具有高耐磨性和抗变形能力。
同步齿轮:安装在主动轴和从动轴上,确保两个叶轮在旋转过程中始终保持精确的相位关系(既不接触也不干涉)。齿轮精度要求极高,通常采用渗碳淬火工艺提高硬度和耐磨性。
主轴与轴承:主轴用于传递扭矩并支撑叶轮。轴承则承受径向力和轴向力,保证叶轮稳定旋转。罗茨风机通常选用高承载能力的滚动轴承(如双列滚子轴承和角接触球轴承组合)。
轴密封:用于防止主机腔体内的润滑油泄漏到气腔中,同时防止外部杂质进入齿轮箱。常见形式有骨架油封、迷宫密封、机械密封等,根据输送介质和压力选择。
3.2 辅机系统部件
电机:风机的动力源,通常为三相异步电动机。其功率选择必须与风机的轴功率匹配,并考虑一定的安全系数。
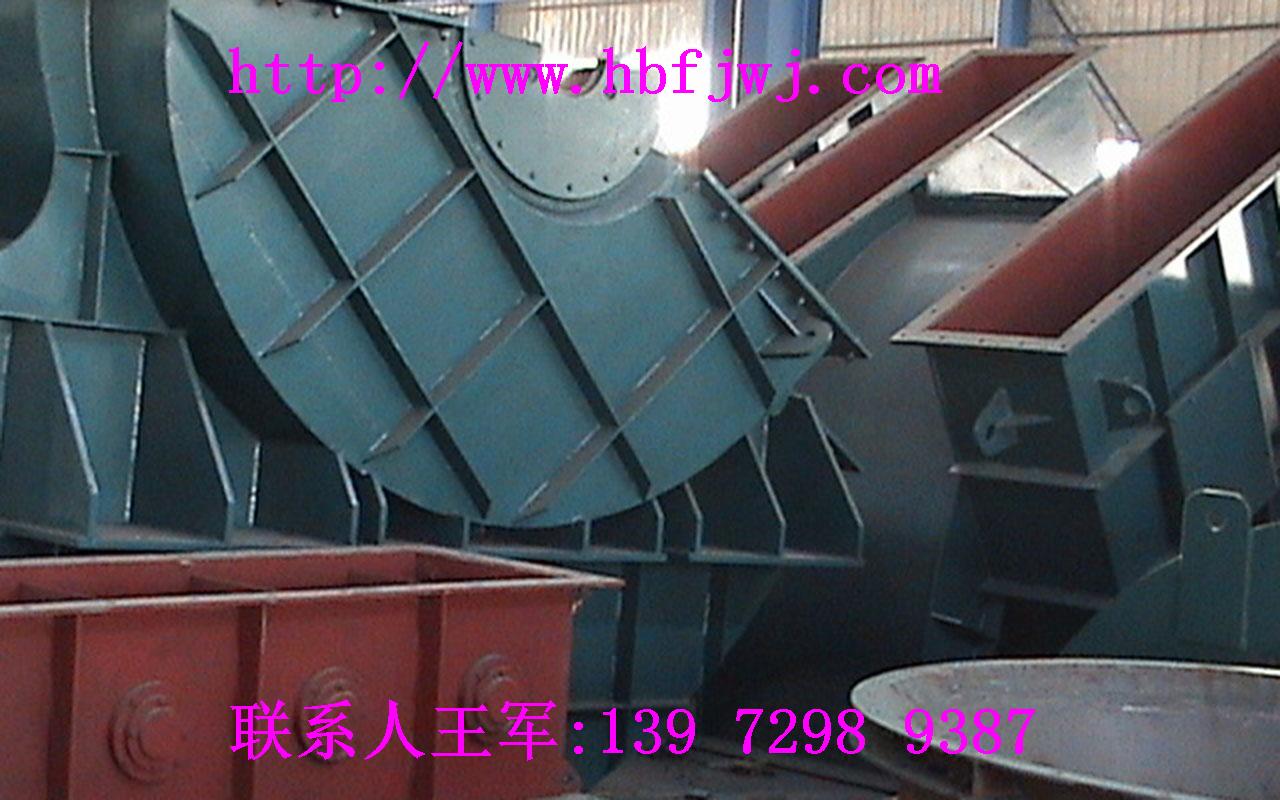
进出口消音器:罗茨风机噪声较大,消音器是降低进排气气流脉冲噪声的关键部件。内部采用多孔吸声材料和解构设计来衰减声波。
弹性接头:连接风机进出口与管道,用于补偿管道安装误差、热胀冷缩以及减少振动向管道的传递。
安全阀(泄压阀):安装在出口管道上,当系统压力异常升高超过设定值时自动开启泄压,保护风机和管路系统免受损坏。对于CJ200-1.35,其设定压力应略高于额定工作压力(如1.35绝压)。
逆止阀:安装在出口靠近风机侧,防止在风机突然停机时,高压气体倒灌导致风机反转损坏。
润滑系统:包括齿轮箱、轴承座的润滑油、油标、放油塞等。用于齿轮和轴承的润滑与冷却。
底座与减震器:支撑整个风机机组,并通过减震器隔离机组运行产生的振动。
仪表与控制系统:包括压力表(监测进出口压力)、真空表(若进口负压)、温度计(监测轴承、机油温度)以及可能的PLC控制系统,用于实现风机的启停、加载、卸载和报警保护。
第四章 CJ200-1.35型鼓风机的常见故障与修理
风机的维护修理应遵循“预防为主,维修结合”的原则。熟悉常见故障现象、原因及处理方法是保障设备长周期稳定运行的关键。
4.1 日常维护与检查
开机前检查:确认润滑油位在油标中线;手动盘车数转,检查是否灵活无卡涩;检查各连接部位紧固情况;检查安全阀、仪表是否正常。
运行中监控:密切关注电流、电压是否正常;监听运行声音有无异常(如撞击、摩擦声);观察振动情况;监测轴承温度(一般不超过95℃)和机油温度;记录进出口压力。
定期维护:定期更换润滑油(首次运行200小时,以后每6-12个月);定期清洗消音器滤芯;定期检查皮带张紧度(若为皮带传动)或联轴器对中;定期校验安全阀和仪表。
4.2 常见故障诊断与处理
故障一:风量不足或压力上不去
现象:浮选槽气泡量明显减少,风机出口压力表显示低于正常值。
可能原因及处理:
进口过滤器堵塞:清洗或更换进口消音器内的滤芯。
叶轮间隙过大:长期磨损导致叶轮与叶轮、叶轮与机壳间隙超差,内泄漏增大。需停机测量间隙,调整或更换叶轮/机壳。
安全阀泄漏:设定压力偏低或阀芯损坏,导致部分气体泄漏。重新设定或修复更换安全阀。
管道泄漏:检查法兰、阀门等连接处是否漏气并紧固。
转速降低:检查电机电压、皮带是否打滑(皮带传动时)。
故障二:风机过热
现象:机壳表面温度高,轴承温度超标,甚至报警停机。
可能原因及处理:
润滑油问题:油位过低、油品型号不对、油质老化。补油或更换合格润滑油。
冷却不良:检查冷却水路(若有水冷夹套)是否畅通,冷却风扇(风冷)是否正常。
系统压力过高:检查出口管路是否堵塞、阀门开度是否过小,导致风机超压运行。需调整系统阻力。
叶轮摩擦:间隙过小或轴承磨损导致叶轮与机壳摩擦,产生大量热。停机检查间隙和轴承。
轴承损坏:更换轴承。
故障三:异常振动和噪音
现象:机组振动加剧,发出异常响声(如撞击、摩擦、啸叫)。
可能原因及处理:
地基或连接松动:紧固地脚螺栓、各连接部件。
轴承磨损或损坏:更换轴承。
同步齿轮磨损或齿隙不当:检查齿轮磨损情况,调整或更换齿轮。
叶轮粘附异物或动平衡破坏:停机清理叶轮,必要时重新做动平衡校验。
联轴器对中不良:重新校正电机与风机的同心度。
汽蚀或喘振(虽在罗茨风机中较少见,但进气严重受阻或系统设计不当时可能发生):改善进气条件,检查系统稳定性。
故障四:润滑油泄漏
现象:齿轮箱或轴承座部位有油渗出。
可能原因及处理:
油封老化或损坏:更换油封。
结合面密封垫损坏:更换密封垫。
呼吸阀(通气塞)堵塞:导致箱内压力升高而渗漏,清理或更换呼吸阀。
加油过多:放出多余润滑油至规定油位。
4.3 大修要点
当风机运行时间达到一定周期或出现严重故障时,需进行解体大修。
拆卸:按顺序拆卸辅件、联轴器、端盖、齿轮、轴承,最后吊出叶轮。做好标记,记录原始位置。
清洗检查:彻底清洗所有零件。重点检查:叶轮磨损、裂纹情况;齿轮啮合面磨损、齿隙;轴承游隙、滚道状况;轴颈磨损;机壳内壁磨损;密封件老化程度。
修理与更换:对磨损超差的零件进行修复(如刷镀、喷涂)或更换。特别是叶轮间隙,必须按照制造商提供的技术标准进行调整,这是保证风机性能和效率的核心。
装配:按拆卸的逆顺序进行,确保清洁,使用专用工具。关键步骤:轴承加热安装、齿轮啮合标记对准、叶轮间隙精细调整、密封件正确安装。
调试:大修后必须进行空载和负载试运行,全面检查振动、噪音、温度、压力、电流等参数,确认正常后方可投入正式运行。
第五章 总结
CJ200-1.35型罗茨鼓风机作为浮选工艺中的关键设备,其稳定高效运行对选矿生产至关重要。通过深入理解其型号含义(CJ系列,流量200立方米每分钟,出口绝压1.35标准大气压),熟悉其核心配件(如叶轮、齿轮、轴承)和辅机系统(如消音器、安全阀)的结构与功能,工程技术人员能够更好地进行设备选型、日常维护和状态监控。当故障发生时,系统性的故障诊断思路和规范的修理流程是快速恢复生产、延长设备寿命的保障。始终坚持预防性维护,定期检查、及时排除小隐患,是避免重大停机事故、实现风机长周期安全经济运行的根本之道。
重稀土镝(Dy)提纯风机D(Dy)1510-2.99技术详解与应用
YG4-73№21.5D离心引风机配件详解
硫酸风机基础知识及AI(SO₂)1000-1.46型号深度解析
AII800-1.28离心鼓风机技术解析与应用
稀土矿提纯风机D(XT)2233-2.31基础知识解析
稀土铕(Eu)提纯专用离心鼓风机技术全解析:以D(Eu)811-1.70为核心
稀土矿提纯风机D(XT)556-1.71基础知识解析
风机选型参考:S2000-1.35/0.9离心鼓风机技术说明
关于AII1200-1.2542/0.8769型硫酸离心风机的基础知识解析
污水处理风机基础知识与C300-1.4型号深度解析及维护应用
C700-1.3离心鼓风机技术解析与应用
离心风机基础知识解析AI820-1.12/0.84(滑动轴承)型号详解及配件说明
硫酸风机S1800-1.3066/0.9011基础知识解析
冶炼高炉风机:D51-2.70型号解析与配件修理全攻略
高压离心鼓风机:硫酸风机AII1450-1.151-0.766型号解析与维修指南
重稀土铒(Er)提纯专用离心鼓风机技术解析:以D(Er)2654-3.3型风机为核心
特殊气体风机:C(T)2268-3.4多级型号解析与风机配件修理指南
风机选型参考:F9-28I№18D防腐引风机技术说明
《C630-2.037/1.354型多级离心鼓风机技术解析与配件说明》
稀土矿提纯风机:D(XT)815-2.52型号解析与风机配件及修理指南
C650-1.4895/0.9395多级离心鼓风机技术解析与应用
混合气体风机DWT-I No20#深度解析与应用指南
稀土矿提纯风机:D(XT)492-1.53型号解析与配件修理指南
重稀土钆(Gd)提纯专用离心鼓风机技术深度解析
《C120-1.6多级离心鼓风机技术解析与配件说明》
特殊气体煤气风机基础知识解析:以C(M)2137-2.27型号为例
离心风机基础知识及SHC370-1.221/0.911型号解析
AI(M)80-1.14/1.03悬臂单级单支撑离心鼓风机技术解析及应用
水蒸汽离心鼓风机基础知识及C(H2O)1169-2.6型号解析
C500-1.28滚动1多级离心风机技术解析及应用
硫酸风机AII1430-1.1549/0.9549基础知识解析
多级高速离心风机D900-2.8技术解析及配件说明
离心风机基础知识:AI350-1.231/0.991悬臂单级鼓风机配件详解
离心风机基础知识解析及AI00-1.28(滑动轴承)悬臂单级鼓风机详解
稀土矿提纯风机D(XT)1379-2.67基础知识解析
离心风机基础知识解析及C250-1.567/0.867型号详解
通风机基础知识与G4-68№11.5D型离心通风机技术详述
《C(M)145-1.2229/1.1006离心鼓风机技术解析与配件说明》
AI1100-1.2809/0.9109悬臂单级硫酸离心鼓风机技术解析及配件说明
C441-1.4008/0.9108离心鼓风机及二氧化硫气体输送风机技术解析
硫酸风机S2000-1.3066/0.7964基础知识解析
C(M)150-1.6混合煤气加压离心风机技术解析及配件详解
离心风机基础知识及C800-2.5鼓风机配件详解
离心风机基础知识与鼓风机噪声特性预算方法解析
《Y6-51№13.8D离心引风机配件详解及G6-2X51№20.5F型号解析》
轻稀土(铈组稀土)镨(Pr)提纯风机基础知识解析:以S(Pr)2935-2.4型离心鼓风机为核心
《五级思维级别》
|





420-1.95实物图像.jpg)